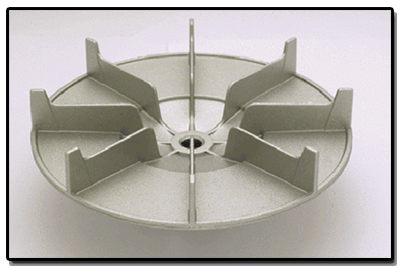
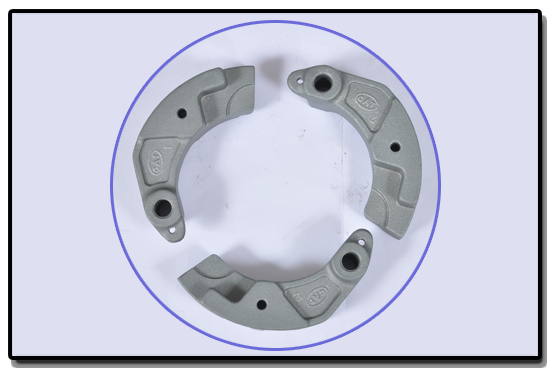
Close weight variation ±1 gm
Weight sensitive Zinc components required for clutch shoe used in Gear-less vehicles are produced with weight variation of ±1 gm as cast on a 200 gm component . This ensures uniform engagment of all three clutch shoes at the same time resulting in a smooth ride for the vehicle.
|